All lighting in Acme’s facility is environmentally-friendly LED lighting. All water fixtures are low water-use.
In addition to using eco-friendly discharge inks and offering soy-based plastisol inks, we take extra steps to manage standard plastisol inks never go down the drain, unlike 99% of screen printers in the world (detailed info below). Want to geek out on environmental screen printing? Well, here you go!
We fancy ourselves one of the greenest screen printers in the country. In a way, that’s not saying much because our industry is woefully under-regulated and we really don’t have much competition in the ‘green’ category. But since we’ve always been sincere about our environmental commitment, we go far, far beyond what any company like ours has to. We offer special Eco-series water-based inks, 100% natural soy-based plastisol inks, and bamboo, recycled & organic apparel. We use soy-based cleaners, employ multiple extra steps to ensure plastisol ink residue is managed responsibly, and we’ve been among the top 10 purchasers of SRP Earthwise Energy for 3 years. And our newly renovated facility (a cold-storage warehouse, previously) has all LED lighting and low water-use toilets & sinks.
Now let’s get to the serious details about why we’re so different on the environmental front…
Oil-based plastisol inks are the standard inks used in screen printing all around the world. Fully cured plastisols are not environmentally hazardous, but un-cured plastisols pose a risk to the environment and health. The problem with plastisols is that they don’t dry and must be cured at 300+ degrees in order to no longer be in a liquid state. So the ink on your shirt poses no risk, but the ink that gets cleaned off the printer’s screens, squeegees, spatulas, etcetera, usually goes down their drain. Presently, this is completely legal. But when cleaning our printing instruments at Acme, we use a recirculating Smart Washer sink to removing the inks. The Smart Washer costs quite a bit more than the usual petroleum-based parts washers, but it uses naturally occurring microbes that consume the inks, just like how oil spill-fighting microbes eat oil. Not only is this safer for the planet, it’s safer for our employees. It’s perfectly safe to wash hands in the Smart Washer unlike traditional petroleum-based parts washers.
Far worse than plastisols are the harsh chemicals used in the screen reclaiming process. These go down the drain in 99% of screen printing shops. We use Franmar chemicals for screen reclaiming. They are 100% biodegradable, non-caustic, non-toxic and most are made from soybeans. Why don’t other printers use them? Because they cost more. A common question is, “aren’t water-based inks environmentally friendly?” Though water-based inks are generally thought of as more environmental, printing with water-based inks is usually even worse because of the harsh VOC solvents needed during the printing process, with the exception of Matsui’s Eco-Series water-based inks, which we use. They are the most environmentally-friendly type of water-based screen printing inks commercially available. They are free of all PVCs, phthalates, heavy metals, azo compounds, nonylphenol and formaldehyde, and contain no harmful chemicals or toxic substances known to cause cancer, birth defects or other reproductive harm. We also offer brand-new soy plastisol inks that print just like standard plastisols, but are entirely soy-derived. Though we are a relatively small company, Acme has received awards for the last 3 years for being among the top 10 purchasers of SRP Earthwise Energy in Arizona, which produces electricity from renewable resources such as sun, wind, the earth’s heat, flowing water in canals and even decomposing garbage in landfills.
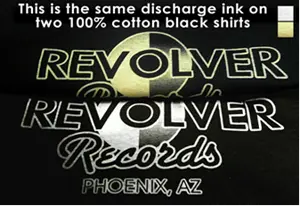 All shirt colors from all manufacturers discharge differently. A black tee from one manufacturer could look different than a black tee from another manufacturer. Even two of the same color shirts from the SAME manufacturer will discharge slightly differently sometimes. This is especially true of black shirts since some manufacturers will mix their leftover dyes to make black dye, or ‘overdye’ color shirts black. So if they used mostly red dye to make their black dye, and we discharge print the shirts, the print could have a bit of a red tint. This is uncommon but has happened to us more than once.
All shirt colors from all manufacturers discharge differently. A black tee from one manufacturer could look different than a black tee from another manufacturer. Even two of the same color shirts from the SAME manufacturer will discharge slightly differently sometimes. This is especially true of black shirts since some manufacturers will mix their leftover dyes to make black dye, or ‘overdye’ color shirts black. So if they used mostly red dye to make their black dye, and we discharge print the shirts, the print could have a bit of a red tint. This is uncommon but has happened to us more than once. The shirts will not feel close to ‘ink-free’ until washed, and colors lighten slightly after the first wash, so it’s recommended that the shirts be washed before sale to your customer. Also, discharge can cause skin irritation if worn before being washed, though it’s very rare. No special washing is needed, but we can wash them for a small charge if you’d like.
The shirts will not feel close to ‘ink-free’ until washed, and colors lighten slightly after the first wash, so it’s recommended that the shirts be washed before sale to your customer. Also, discharge can cause skin irritation if worn before being washed, though it’s very rare. No special washing is needed, but we can wash them for a small charge if you’d like.

